- 返回顶部
- 1388 0843 666
- 在线咨询
- 微信二维码

7*24小时热线:1388 0843 666


提供污水处理工程整体解决方案

经理专线:

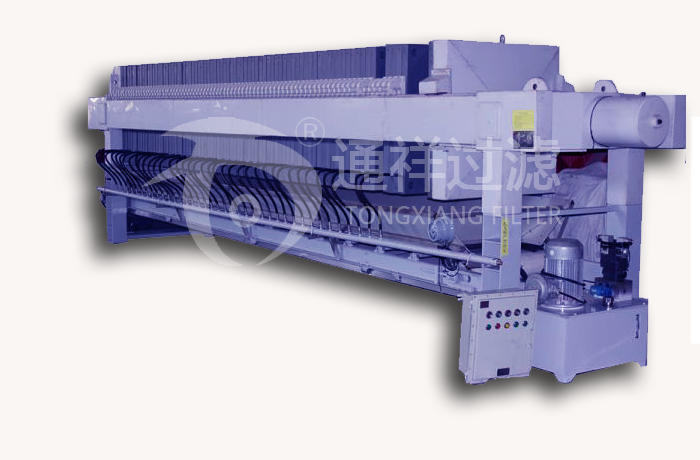
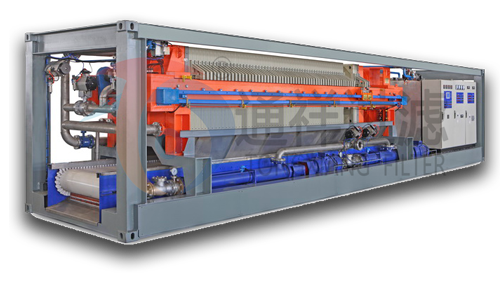
板框式压滤机是一种间歇性固液分离设备,是 由滤板、滤框排列构成滤室,在输料泵的压力作用 下,将料液送进各滤室,通过过滤介质将固体和液体
分离。该设备广泛用于化工、染料、石油、陶瓷、制 药、制糖、淀粉、油漆、冶金及污水处理等,具有分离 效果好、适用范围广、操作简单、投资少等优点,特别
是对黏细物料的分离,有着不可比拟的优越性。
一、基本概述:
压滤机作为固液分离设备,应用于工业生产已有悠久历史,它具有分离效果好、适应性广,特别对于粘细物料的分离,有其独特的优越性。
压滤机分为板框式压滤机和厢式压滤机,压滤机是一种间歇式过滤设备,用于各种悬浮液的固液分离。它是依靠压紧装置将滤板压紧,再将悬浮液用泵压入滤室,通过滤布来达到将固体颗粒和液体颗粒分离的目的。
板框式压滤机是很成熟的脱水设备,在欧美早期的污泥脱水项目上应用很多,板框压滤机的结构较简单,操作容易,稳定,过滤面积选择范围灵活,单位过滤面积占地较少,过滤推动力大,所得滤饼含水率低,对物料的适应性强,适用于各种污泥。
二、工作流程
板框式压滤机的工作流程:
板式压滤机
板式压滤机
1)压紧滤板:压紧油缸(或者其它的压紧机构)工作,使动板向定板方向移动,把两者之间的 滤板压紧。在相邻的滤板问构成封闭的滤室。
2)压滤过程:给料泵(隔膜泵)将矿浆输送 到滤室里,充满后,压滤开始,借助压力泵或压缩 空气的压力,进行固液分离。
3)松开滤板:利用拉开装置将滤板按设定的 方式、设定的次序拉开。
4)滤板卸料:拉开装置相继拉开滤板后,滤饼借助自重脱落,由下部的运输机运走。
完成上述4个步骤,就完成了压滤机的一个 工作循环。
三、特点
板框式压滤机对于滤渣压缩性大或近于不可压缩的悬浮液都能适用。适合的悬浮液的固体颗粒浓度一般为10%以下,操作压力一般为0.3~1.6兆帕,特殊的可达3兆帕或更高。过滤面积可以随所用的板框数目增减。板框通常为正方形,滤框的内边长为
200~2000毫米,框厚为16~80毫米,过滤面积为1~1200㎡。板与框用手动螺旋、电动螺旋和液压等方式压紧。板和框用木材、铸铁、铸钢、不锈钢、聚丙烯和橡胶等材料制造。
板框式压滤机设备重量与体积大,采用而该类型的污泥脱水机采用间断运行方式,时产50kg/h固体,生产率相对较小,但是脱水率较高,泥饼含水率可达70%-85%,此外,该设备还有需专人看守,自动性较差;活动部件多,不稳定;设备投资稍低;维修难度大;操作较为复杂,须专人管理;使用寿命短等特点。
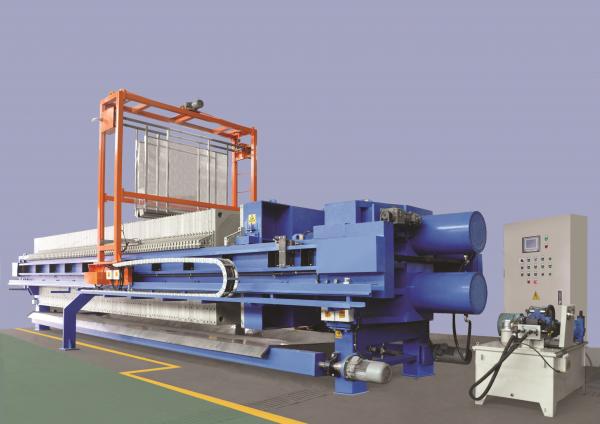
四、组成部分:
板框式压滤机主要由固定板、滤框、滤板、压紧板和压紧装置组成,外观与厢式压滤机相似。制造板、框的材料有金属、木材、工程塑料和橡胶等,并有各种形式的滤板表面槽作为排液通路,滤框是中空的。多块滤板、滤框交替排列,板和框间夹过滤介质(如滤布),滤框和滤板通过两个支耳,架在水平的两个平等横梁上,一端是固定板,另一端的压紧板在工作时通过压紧装置压紧或拉开。压滤机通过在板和框角上的通道或板与框两侧伸出的挂耳通道加料和排出滤液。滤液的排出方式分明流和暗流两种、在过滤过程中,滤饼在框内集聚。一般板框式压滤机的工作压力为0.3~0.5MPa,压滤机工作压力为1~2MPa.
优缺点:编辑
板框式压滤机的不足之处在于,滤框给料口容易堵塞,滤饼不易取出,不能连续运行,处理量小,工作压力低,普通材质方板不耐压、易破板,滤布消耗大,板框很难做到无人值守,滤布常常需要人工清理。
板框式压滤机的优点是:结构较简单,操作容易,运行稳定,保养方便;过滤面积选择范围灵活,占地少;对物料适应性强,适用于各种中小型污泥脱水处理的场合。
五、故障原因分析
(1)滤布左、右拉板器不同步,动作迟缓(压滤机运行环境较差,在实际操作中,拉板器容易被电石泥腐蚀,造
成动作速度减缓,不同步;须定期对拉板 器清理、润滑)。
(2)溢流阀压力过大(要求每天在操作过程中 定时检查)。
(3)压板的张开度达不到标准要求(60~65cm)。
(4)两侧拉板器链条松紧程度不同(校正)。
(5)传动轴设计、结构、使用强度满足不了现有 的工艺要求。
(6)传动轴轴承润滑不到位(定期润滑)。
(7)操作不规范,技能不过关(加强管理)。
六、修复:
板块损坏的解决方法:
1、建议使用尼龙清洗刮刀,定期清除进料口的污泥;
2、检查滤板,清理排水口。打开相应阀门,释放压力;
3、仔细清理滤板,修复滤板;‘
七、修复步骤:
1、清理沟槽,保持沟槽干净;
2、黑白两种修补剂按1:1的比例调配好;
3、调配好的修补剂涂在沟槽上,涂满为止;
4、快速套好滤布,那滤板挤在一起,使修补剂和滤布粘在一起,挤平沟槽;
5、挤压一段时间后,粘胶自然成型,板框就可正常使用。
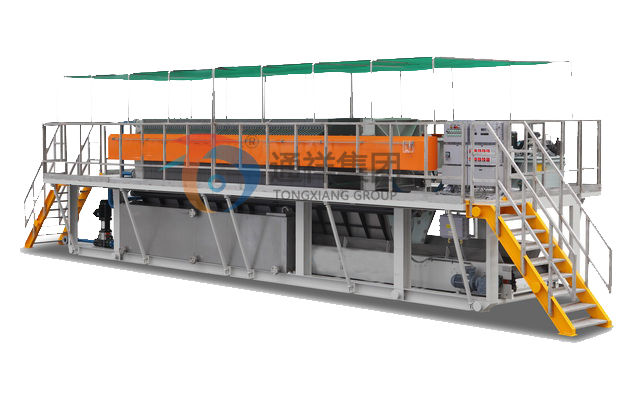
八、构造
板框压滤机的滤板、滤框和滤布的构造示见图1,其中(a)为滤框,(b)为滤板,(c)为滤布。板框压滤机构造见图2,板框压滤机及附属设备布置方式见图3,除板框压滤机主机外,还有进泥系统、投药系统和压缩空气系统。
九、脱水过程
板与框相间排列而成,在滤板的两侧覆有滤布,用压紧装置把板与框压紧,即在板与框之间构成压滤室。在板与框的上端中间相同部位开有小孔,压紧后成为一条通道,加压到0.2~0.4MPa的污泥,由该通道进入压滤室,滤板的表面刻有沟槽,下端钻有供滤液排出的孔道,滤液在压力下,通过滤布、沿沟槽与孔道排出滤机,使污泥脱水。国内外已开发出自动化的板框压滤机。板框压滤机比真空过滤机能承受较高的污泥比阻,这样就可降低调理剂的消耗量,可使用较便宜的药剂(如FeSO4·7H2O)。当污泥比阻为5×1011~8×1012m/kg时,可以不经过预先调理而直接进行过滤。板框压滤机其泥饼产率和泥饼含水率,应根据试验资料或类似运行经验确定。泥饼含水率一般可为75%~80%。
十、板框压滤机的设计要求
(1)过滤压力为0.4~0.6MPa(约为4~6kg/cm2);
(2)过滤周期不大于4h;
(3)每台过滤机可设污泥压入泵一台,泵宜选用柱塞式;
(4)压缩空气量为每1m3滤室不小于2m3/min(按标准工况计);
(5)板框脱水应注意良好的通风、高压冲洗系统、调理前污泥磨碎机设置、压滤后泥饼破碎机设置等。
压滤脱水的设计方法,主要是根据污泥处理量、脱水污泥浓度、压滤机工作程序、压滤压力等计算泥饼产率、所需压滤机面积及台数。
十一、计算选型
板框压滤机的脱水面积按下式计算:
式中 A—压滤脱水面积,m2;
QS—每次脱水的污泥量(进泥量),m3;
q—脱水负荷,m3/(m2·h);
t—每次脱水时间,h。
根据计算所得的压滤脱水面积A进行板框压滤机选型。至少选用2~3台,并在脱水车间布置全套设备。
十二、发展趋势
压滤机的组成部分,都随着有关技术的更新,不断的改进,向着简单、实用、节能、自动化程度高的方向发展。比如:
机架结构由原有的钢板焊接式改变为型材的焊接、螺栓连接方式,使整体强度增加、拆卸安装方便,并保证了使用寿命。
进料管路由单一胶管进料,演变成多路同时进料,或者是滤室全部连通,大口径管路同时进料,节约了时间,提高了效率等等。
负载感应变量泵,比例阀控制的液压系统, 大大地减少了能源浪费,是今后的发展方向,将逐步取代定量泵、简单开关阀控制的液压系统。
电气控制系统,由简单的接触器、继电器控制发展到现今的PLC控制,实现了远程控制和可视化控制,降低了工人操作的危险和劳动量,保证了系统的运行安全。
有理由相信今后压滤机会朝着更节能、高效、实用的方向发展。
十三、板框压滤机优缺点分析
1、板框压滤机对于滤渣压缩性大或近于不可压缩的悬浮液都能适用。适合的悬浮液的固体颗粒浓度一般为10%以下,操作压力一般为0.3~1.6兆帕,特殊的可达3兆帕或更高。过滤面积可以随所用的板框数目增减。板框通常为正方形,滤框的内边长为
200~2000毫米,框厚为16~80毫米,过滤面积为1~1200㎡。板与框用手动螺旋、电动螺旋和液压等方式压紧。板和框用木材、铸铁、铸钢、不锈钢、聚丙烯和橡胶等材料制造。
2、板框压滤机设备重量与体积大,采用而该类型的污泥脱水机采用间断运行方式,时产50kg/h固体,生产率相对较小,但是脱水率较高,泥饼含水率可达70%-85%,此外,该设备还有需专人看守,自动性较差;活动部件多,不稳定;设备投资稍低;维修难度大;操作较为复杂,须专人管理;使用寿命短等特点。
3、板框压滤机的不足之处在于,滤框给料口容易堵塞,滤饼不易取出,不能连续运行,处理量小,工作压力低,普通材质方板不耐压、易破板,滤布消耗大,板框很难做到无人值守,滤布常常需要人工清理。
4、板框压滤机的优点是:结构较简单,操作容易,运行稳定,保养方便;过滤面积选择范围灵活,占地少;对物料适应性强,适用于各种中小型污泥脱水处理的场合。

 全国24小时销售热线:
全国24小时销售热线: